

プレス加工と板金加工の使い分け

プレス加工と板金加工は、どちらも金属製品の製造に使われる技術ですが、その使い分けにはいくつかのポイントがあります。以下がそれらの分岐点となる主な要素です。
1. 生産量とコスト
- プレス加工:大量生産向けで、同じ形状の部品を大量に製造する場合にコストメリットがあります。初期の金型コストは高いものの、長期的な生産量が多ければ単価が安くなる傾向があります。
- 板金加工:少量生産向けで、多品種少量生産や試作には板金加工が適しています。加工のための初期費用が少なく、柔軟に形状変更や修正が可能です。
2. 製品の形状と精度
- プレス加工:高精度な形状を再現することが可能で、薄い板金を使って複雑な形状の部品を高速で加工できます。しかし、金型によってはデザインの制約が生じることもあります。
- 板金加工:比較的厚い材料や三次元形状に対応しやすいのが特徴です。例えば、曲げ加工、切削、溶接など、複数の加工を組み合わせて複雑な形状に対応することができますが、精度はプレス加工に劣る場合があります。
3. 材料の厚さと特性
- プレス加工:薄板(0.1~3mm程度)の加工が得意で、自動車部品や電化製品など、薄くて軽い部品の大量生産に適しています。
- 板金加工:比較的厚め(3mm以上)の材料や高強度の材料の加工に適しており、曲げ加工や溶接を用いて構造物の製作にも対応可能です。
4. 開発期間
- プレス加工:金型製作に時間がかかるため、初期段階での開発期間が長くなります。しかし、金型が完成すると、加工速度は非常に速く、効率的な生産が可能です。
- 板金加工:特別な金型が不要で、柔軟にプロセスを変更できるため、開発期間が短くなりやすいです。そのため、プロトタイプや試作品の製作に向いています。
5. 使用例
- プレス加工:自動車の車体部品、家電製品の部品、コネクタの端子などの大量生産が必要な製品。
- 板金加工:産業機械のカバー、エンクロージャー、プロトタイプ部品、小ロット品など、多様な用途に対応できる部品。
まとめ
プレス加工は大量生産に適した技術で、初期費用が高いが長期的には低コストで生産できます。一方、板金加工は柔軟性と少量生産に優れ、初期投資が少なく短期間での生産が可能です。
板金加工の適正ロットは??
板金加工の生産における適正ロット数は、部品の形状、材質、加工方法、そして使用する設備などにより異なりますが、一般的には数個から数百個程度とされています。
具体的には、以下の要因が影響します:
- 初期費用:板金加工は、プレス加工のように高額な金型が不要なため、少量生産に適しています。小ロット(数個~数十個)から対応でき、初期費用が抑えられます。
- 加工内容の複雑さ:製品の形状や精度要求が高く、複雑な形状が含まれる場合、加工コストが上がるため、あまりに小さいロットでは割高になりがちです。一方で、柔軟な加工が可能なので、多品種少量生産や試作品製作にも適しています。
- 需要頻度とサイクル:板金加工は柔軟性が高いため、短期間でのロット変更や設計変更に対応できます。そのため、頻繁に設計が変わる製品や、需要が不安定な製品には小ロットが適しています。
- コスト効率:板金加工は、手動またはNC機械での切断・曲げ・溶接などが多いため、大量生産に向かないことが一般的です。100~500個程度を超えると、プレス加工がコスト効率の面で有利になる場合が多いです。
まとめ
板金加工の適正ロットは「数個~数百個」が目安ですが、特に多品種少量生産が求められる場合には適しています。また、ロット数が増加してくると、プレス加工や他の自動化工程との比較も検討する必要があります。
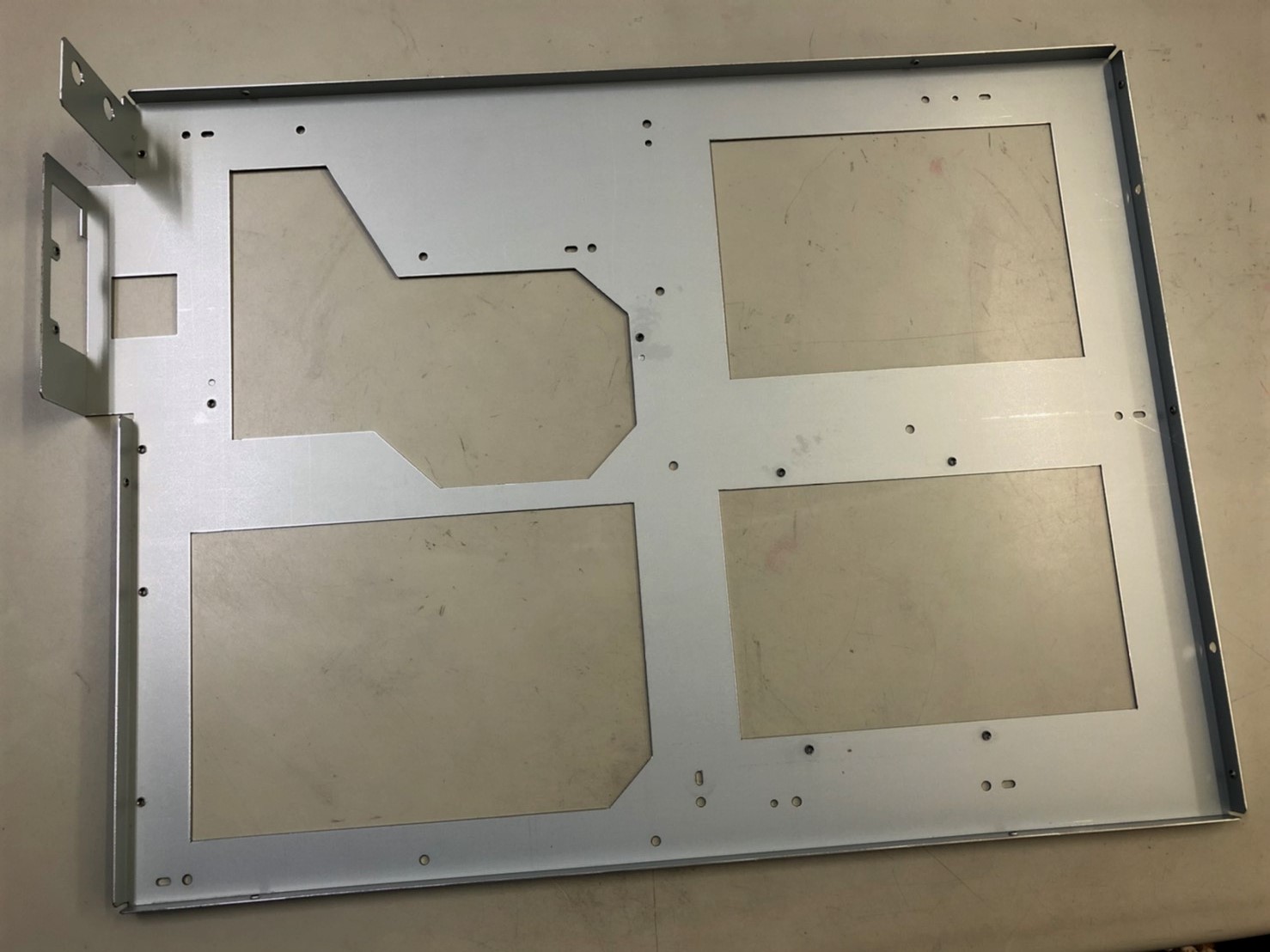
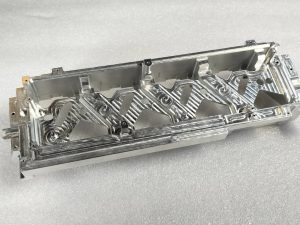
プレス・板金過去事例
| プレス加工 | 絞り加工 | 板金・溶接 | 板金塗装 |
 |
 |
 |
 |
弊社は試作、小ロット板金加工から 金型製作からプレス加工での量産加工が可能です。試作は溶接、塗装を含む案件を得意としています。プレス加工は単発、順送プレスに対応が可能となっており、絞り加工も得意としています。
プレス、板金にて数量、コストお悩みの際はご相談ください。
金型レスか量産を見越した金型製作かご判断して最適提案をいたします。
板金・プレス以外にも様々な材料に対応しております。旋盤、マシニング、板金加工など加工品に関するお困りごとは弊社にお任せください。国内試作、海外調達 数量・図面精度に合わせてご提案いたします。
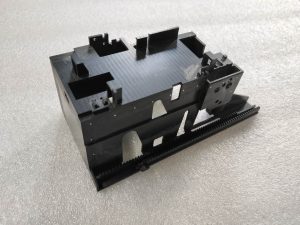
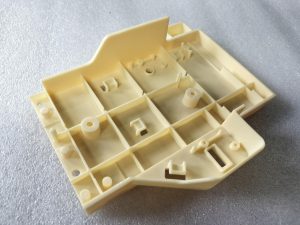
| A5052 | SUS304 | ABS | POM |
 |
 |
 |
 |
 |
 |
 |
 |
テックジャーニーは大田区の技術力ある協力工場ネットワークを活用し、貴社のものづくりのお手伝いをします。

 メールはこちらから
メールはこちらから